1.16 DETALLES CONSTRUCTIVOS DE LOS DEVANADOS DE REGULACION.
Los arrollamientos de regulación se diseñan dentro del tipo hélice, donde las espiras para cada tope de regulación están distribuidas a lo largo de toda la altura del arrollamiento.
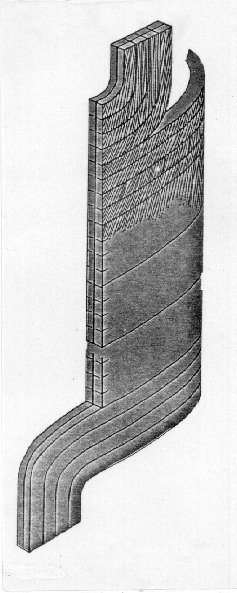
Los devanados de regulación se pueden considerar como arrollamientos en hélice los cuales están realizados con un manojo de conductores. Cada conductor forma un devanado en hélice completando una capa y que corresponde a un escalón del campo de regulación Figura 1.18.
Cada uno de estos devanados en hélice se conecta en serie. Las conexiones a los contactos del conmutador se realizan entre devanados consecutivos. Para cualquier posición del conmutador la distribución de los amper vueltas a lo largo de la columna será uniforme, lográndose de este modo hacer mínimos los esfuerzos mecánicos en el caso de un cortocircuito.
La gran mayoría de los arrollamientos de alta tensión de los transformadores de distribución se realizan con conductor redondo, aislado con esmalte, cuyo diámetro no supera normalmente los 3 mm. En máquinas de gran potencia los arrollamientos se realizan con planchuelas y las más frecuentemente utilizadas tienen normalmente una sección que no supera los 30 a 40 mm2.
Ello se debe a que planchuelas demasiado gruesas imponen esfuerzos demasiado grandes para construir el arrollamiento dificultando su ejecución, con riesgo de dañar el aislamiento.
Cuando se requieren secciones mayores se recurre al uso de planchuelas en paralelo que se deben transponer para reducir las pérdidas en el conductor.
La ejecución de las transposiciones es la operación que requiere el mayor empleo de tiempo en la construcción de los arrollamientos a hélice; las mismas aumentan las dimensiones del arrollamiento y constituyen los puntos delicados desde el punto de vista del aislamiento y de la capacidad de soportar esfuerzos electrodinámicos; por estos motivos es necesario reducir en cuanto sea posible el número de transposiciones a realizar.
Una cierta desuniformidad en la repartición de las corrientes entre las diversas planchuelas en paralelo es tolerable sin un excesivo agravio de las pérdidas.
Esta exigencia se contrapone con la resistencia al cortocircuito para máquinas de gran potencia y para ello se utiliza el cable transpuesto, formado por planchuelas aisladas entre si con esmalte, sobre las cuales se deposita una capa de resina epóxica en estado de semipolimerización.
A cada una de estas planchuelas se le hace ocupar sucesivamente y repetidamente todas las posiciones posibles dentro de la sección total del conductor mediante transposición continua realizada a máquina.
El conjunto de todas las planchuelas se encinta con papel de celulosa pura.
El número de planchuelas que componen el cable adoptado por algunos fabricantes, siempre impar por razones constructivas, está comprendido entre 5 y 29.
Estas planchuelas se sobreponen formando dos columnas una al lado de la otra con alturas diferentes, separadas entre si con papel.
El número de papeles aislantes aplicados como encintado externo permite realizar distintos espesores comprendidos entre 0,4 y 3 mm.
En la Figura 1.20 se observa un corte con la disposición de un cable formado por 17 planchuelas.
La resina epóxica, que debe tener estabilidad completa en aceite a 120 °C, tiene la función de cementar todas las planchuelas del cable en un bloque monolítico, de modo que el mismo se comporte desde el punto de vista mecánico como si fuese constituido por una barra única de cobre.
Durante el tratamiento de secado la resina, que se calienta por efecto de la temperatura, se ablanda y fluye.
Continuando el calentamiento, durante un tiempo dependiente del tipo de resina y de la temperatura, se inicia y completa la reacción de polimerización endureciéndose la resina de modo irreversible.
Necesita además de dos conductores sobrepuestos de por lo menos dos conductores contiguos.
Aumentan las dimensiones en sentido radial, es decir el espesor del arrollamiento; esto se debe tener en cuenta, evitando que coincidan las transposiciones con las varillas de centrado como muestra la Figura 1.21.
Aumentan las dimensiones del arrollamiento en el sentido axial. Los espacios que quedan vacíos al realizar el cambio de posición de las planchuelas en el arrollamiento como indica la Figura 1.22, deben ser ocupados con trozos obtenidos de un cilindro de material aislante -llamados rellenos- para garantizar la indeformabilidad de los arrollamientos y su capacidad de soportar los esfuerzos electrodinámicos Figura 1.22/a.
1.18 DISEÑO DE LOS DEVANADOS ALTERNADOS.
Actualmente este tipo de devanado se utiliza en los transformadores acorazados.
Un transformador acorazado es un transformador en el cual el circuito magnético recubre los arrollamientos, siendo esta característica uno de los aspectos que lo diferencian notablemente de un transformador de tipo de columnas tanto en lo referente al diseño como a su construcción y montaje.
La fase de un transformador acorazado se compone de varios grupos de bobinas de alta tensión y baja tensión, ubicadas una al lado de la otra (alta, baja y media tensión, en el caso de un transformador de 3 arrollamientos).
La Figura 1.23 muestra la disposición esquemática de las bobinas en los grupos, y de los grupos en la fase, para un transformador de 2 arrollamientos: el grupo de alta tensión está intercalado entre dos grupos de baja tensión, de allí el nombre de alternados dado a este tipo de devanados.
El número de grupos, es en general función de la potencia del transformador aumentando con ella, además está determinado por los esfuerzos de cortocircuito a prever que corresponden a las condiciones más desfavorables.
Para ello se determinan las fuerzas que actúan en los arrollamientos con métodos de cálculo más o menos complejos que se basan en la distribución de la corriente en los arrollamientos y del campo magnético de dispersión.
La disposición alternada permite, en el caso de transformadores de más de 2 arrollamientos, una gran variedad de soluciones para satisfacer las condiciones requeridas de impedancia entre arrollamientos tomados de a dos.
La Figura 1.24 es un esquema de principio de la disposición de grupos en un transformador trifásico de tres arrollamientos: 1 grupo de AT + 2 grupos de MT + 2 grupos de BT.
La Figura 1.25 es un esquema de principio de la disposición de grupos en un transformador elevador trifásico de dos arrollamientos de 660 MVA y 400 kV compuesto por 3 grupos de AT (1 grupo en serie con 2 grupos conectados en paralelo) y 4 grupos de BT (conectados en paralelo dos pares de grupos formado cada uno por dos grupos en serie).
1.18.1 La Bobina del transformador acorazado.
La bobina es una gran espiral plana arrollada alrededor del núcleo rectangular.
El número de espiras es variable según sea el tipo de arrollamiento. Cada conductor está subdividido en 2 o 3 planchuelas, aisladas entre si con papel y también se transponen los conductores para reducir las pérdidas adicionales por corriente de Foucault Figura 1.26.
Las bobinas se realizan con un torno de eje vertical sobre un mandril rectangular Figura 1.27.
Un cierto número de bobinas de la misma tensión conectadas en serie constituyen un grupo.
Cada grupo, que se presenta como una pirámide trunca con una abertura central, está formado por bobinas, placas aislantes intercaladas y piezas aislantes en forma de U o de L, rectas o curvas, todos estos elementos solapados entre si Figura 1.28.
La Figura 1.29 representa un esquema de un grupo de alta tensión de 6 bobinas con aislación gradual con una pantalla estática.
La Figura 1.30 muestra la repartición de campo electrostático y de las galletas del grupo de AT indicado en la figura anterior.
Varios grupos constituyen una fase y se apilan con guías adecuadas con el objeto de respetar las dimensiones previstas y de la ventana.
A medida que se realiza el apilado de las bobinas, se colocan grandes cartones aislantes laterales. La fase de este modo constituida se la somete a un prensado mediante un dispositivo que dispone de resortes calibrados ajustables que permiten ejercer una fuerte presión sobre las caras horizontales de los grupos.
Los bloques así obtenidos se colocan luego en un autoclave y son tratados con un grado de vacío adecuado y a una temperatura que se eleva progresivamente hasta alrededor de 115 °C.
Al final del tratamiento, el aceite seco y desgasificado se introduce en el autoclave manteniendo el vacío lo más posible con el fin de impregnar internamente los aislantes, y asegurar la estabilidad dimensional de las fases para el montaje final.
1.20 DETERMINACION DEL NUMERO DE ESPIRAS DE LAS BOBINAS (PASO 3).
Las bobinas se encuentran asociadas -primario y su correspondiente secundario- sobre una misma columna.
Para los arrollamientos interno y externo, se dispone de los siguientes datos:
· Número de galletas
· Número de capas
· Número de rellenos por galleta (falsa espira, eventuales transposiciones)
· Distancia entre galletas
· Densidad de corriente
· Peso específico del conductor
· Resistividad del conductor
· Coeficiente de aprovechamiento (fija la relación entre la sección ocupada por el conductor y la sección correspondiente al conductor más la aislación)
Se individualiza el arrollamiento de menor tensión y se calcula el número de espiras correspondiente. Si se trata de un arrollamiento polifásico este número de espiras corresponde a una fase.
Como se sabe el número de espiras debe ser entero, y se obtiene como el producto del número de galletas por el número de espiras por galleta. Este último, es igual al número de espiras por capa por el número de capas menos el número de rellenos.
Para cumplir estas condiciones partiendo de los datos, el número de galletas, el número de capas y de rellenos por galleta, se determina para la máxima tensión, un número de espiras teórico. A partir de él deduce el número de espiras teórico por capa y a este último se lo convierte en entero (el programa en particular selecciona al más próximo), y se reconstruye el número de espiras definitivo (entero) de la bobina construible.
Se determina un coeficiente que se utiliza para corregir el flujo en función del número de espiras definitivamente adoptadas.
Se determina otro coeficiente de aprovechamiento definido como la relación entre el espacio ocupado por las espiras activas y el espacio ocupado por la bobina con los rellenos.
Con el valor del flujo corregido se determina para el arrollamiento de alta tensión, el número de espiras teórico por fase con el mismo procedimiento empleado anteriormente, y se determina, para la máxima tensión, el número de espiras teórico por capa.
Este valor se convierte en entero, y se calcula el número de espiras de la bobina construible.
Como el número de espiras de la bobina construible no coincide normalmente con el número de espiras teórico, obtenido con el valor del flujo corregido, tampoco coincide el valor de la máxima tensión con su correspondiente valor teórico. En consecuencia se obtiene otro coeficiente que se utiliza para corregir el valor de la tensión máxima del arrollamiento de mayor tensión, y se calcula para la máxima tensión el error de relación en por ciento.
El programa (en el estado actual) permite calcular solamente transformadores con devanados concéntricos, es decir, aquella disposición de los devanados en la cual el primario y el secundario colocados sobre el mismo núcleo, tienen la forma de cilindros concéntricos.
Los resultados de la ejecución del programa muestran la tabla que para cada valor de regulación indica la tensión del arrollamiento, la tensión de la bobina y el número de espiras. Esta tabla sirve para adoptar los números de espiras correspondientes a cada una de las tomas de regulación.
Veamos a continuación las adopciones que el programa hace (y que no necesariamente satisfacen el proyecto, debiéndoselas elegir adecuadamente en las sucesivas ejecuciones).
Por falta de datos el programa adopta el número de galletas igual a 1; el número de capas igual a 1; el número de rellenos igual a 0.
Si la distancia entre galletas no se impone, se la hace igual a 8 mm, pero si el número de galletas es menor o igual a uno, la distancia entre galletas no interesa (es nula).
En consecuencia naturalmente el programa hace una hélice continua de una sola capa.
Los arrollamientos se pueden realizar en cobre o aluminio.
Si la densidad de corriente no se ha impuesto, se adopta este valor igual a 2,7 A/mm2 que corresponde para una devanado realizado con cobre (para aluminio corresponde adoptar 1,7 A/mm2).
Estos son valores orientativos que requieren la realización de una verificación térmica mediante cálculos y posteriormente su comprobación experimental con un ensayo de calentamiento.
La elección entre conductor redondo hasta 2,5 mm de diámetro (para un mejor aprovechamiento del espacio) o planchuela está generalmente condicionada por el valor de la corriente en el arrollamiento.
Este valor en relación con la densidad de corriente que se adopte, decide la sección del conductor.
En algunos casos puede resultar indistinto utilizar conductor redondo o planchuela.
Se prefiere realizar los arrollamientos con planchuela cuando se requiere conferir mayor robustez mecánica a los arrollamientos de transformadores de modesta potencia y alta tensión, los cuales generalmente presentan una tensión de cortocircuito relativamente baja, y consiguientemente pueden estar sometidos a esfuerzos electrodinámicos intensos.
Algunos constructores utilizan para la producción en serie de transformadores de distribución (con una sensible reducción de costo), la técnica de construcción de los arrollamientos con conductores con forma de cinta de reducido espesor.
El ancho de la cinta, si la sección utilizada lo permite, se hace coincidir con la altura axial del arrollamiento. Esta condición se presenta unicamente para los arrollamientos de baja tensión.
Para los arrollamientos de alta tensión (la sección del conductor necesaria es generalmente pequeña) se recurre a la ejecución de varias galletas en serie construidas en modo análogo a las de baja tensión, colocadas una sobre la otra como los devanados a discos.
La construcción del arrollamiento se realiza disponiendo el conductor y el aislante conjuntamente sobre el mandril de la máquina bobinadora, partiendo del interior hacia el exterior de la bobina.
Los aislantes utilizados tanto para los arrollamientos de baja tensión como para los de alta tensión, son el clásico papel o bien laminados plásticos sintéticos con los espesores convenientes.
Los requisitos principales para obtener una bobina sin irregularidades y uniformemente compacta son: uniformidad de tracción sobre todo el ancho de la cinta y cupla de arrollamiento controlada para evitar la rotura del conductor.
Los extremos de conexión de los arrollamientos se realizan mediante un proceso de "soldadura en frío" de la cinta conductora con los extremos propiamente dichos.
Es conveniente mencionar que en el caso de que el arrollamiento se realice con cinta de aluminio, el problema de la unión no presenta hoy dificultad alguna para su ejecución.
Esta forma constructiva presenta algunas ventajas como ser:
· mayor equilibrio de los esfuerzos electrodinámicos a lo largo de la columna.
· reducción de las pérdidas por corrientes de Foucault.
· mayor uniformidad de temperatura de los arrollamientos (con posibilidad de mayor sobrecarga).
· reducida solicitación entre espiras con ondas de impulso debido a la elevada capacidad entre espiras.
El programa adopta por falta de datos para el peso específico el valor 8,9 kg/dm3 que corresponde al cobre (para aluminio 2,7 kg/dm3).
Para la resistividad se adopta 0,021 ohm.mm2/m que corresponde al cobre (para aluminio 0,034 ohm.mm2/m), en ambos casos estos valores están dados para una temperatura de 75 °C.
Si el coeficiente de aprovechamiento no está definido se lo hace igual a 0,6; en las sucesivas corridas, analizado como realizar el arrollamiento, es decir, cantidad de planchuelas en paralelo, dimensiones y disposición de las mismas, se puede imponer un valor más acorde a la solución constructiva.
El número de espiras teórico se determina mediante la fórmula:
![]()
UC: tensión de cada bobina (kV)
FRE: frecuencia (Hz)
WB: flujo (Wb)
El programa determina un número de espiras por galleta que es igual al número de espiras teórico dividido el número de galletas.
Para tener en cuenta los eventuales rellenos, al valor anterior se le debe sumar el numero de rellenos.
Se determina el número de espiras por capa que es igual al valor anterior dividido por el número de capas, y a este valor se lo hace entero.
Se determina el número definitivo de espiras por galleta que es igual al valor anterior por el número de capas menos el número de rellenos.
Se determina el número total de espiras de la bobina "construible" que es igual al valor anterior por el número de galletas.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}